“Plane” and simple
September 7, 2017 2:28 pm Leave your thoughts
Over the summer, I was able to get to know some of the operations outside of the sawmill. Those places include the kilns, energy plant, and planer mill! I wanted to touch base about these because they are imperative to our lumber production!
We will start off at the sawmill outfeed where the forklift drivers will come pick up the lifts of green lumber. The forklifts will take these lifts out to the yard for storage until they will be placed through our kilns. Kilns are essentially a large oven that will dry the lumber. Consistency in lumber size will allow the planer mill to run more efficiently, so the yard goes on “runs”. The forklift drivers will try to ensure the same dimension goes through so that all the 2 x 6, for example, goes through at once creating a 2 x 6 run. The stacks of lumber are loaded onto rail cars and then pushed into one of the 9 kilns. The stacks are placed so that air flow provides optimal drying, and negative/positive plates are placed between some tiers to determine the amount of time needed. The kilns will hold multiple stacks and will run usually between 20 to 60 hours to ensure all the lifts are fully dried.

Lumber stacks waiting to be pushed into the kilns
Where does the heat for the kilns come from? We use our energy plant! The plant is a 3rd class power engineer facility that burns chips and hog to heat oil. The material to be burned will travel up a conveyer to a large dome structure called a ladig. The ladig will keep the material until one of the two furnaces need more “fuel”. Augers will pull the material up towards distribution screws that will ensure the fuel spreads in an even manner based on demand from the furnaces. The fuel will then burn inside the furnaces with temperatures reaching around 800 degrees Celsius! The heat produced from the burning fuel will heat pipes containing oil. This oil will be heated to around 250 degrees Celsius and then transferred through a long pipe towards the kilns. I’ve included a video looking into the furnaces, it’s pretty neat to be able to see inside!

Hog waiting to be burned in the ladig
After the lumber has been dried the forklift drivers will open the door, push the rail cars out, and find a place for the dry lifts to be stored until they are sent through our planer mill. The forklifts will drop off a lift where transfer chains will bring the lift inside the mill and up onto the tilt hoist. Here, the tiers of lumber will be dropped and lined up so that single pieces can be sent through the planer. The planer is a machine that uses four sets of rotating knives to create an even surface on the edges of the boards. The boards will be sent through the planer at 3500 linear feet per minute! After being sent through the planer the boards will be ready to get graded, stamped and sorted! We use a linear lumber grader machine that will use X-rays, vision cameras, and lasers to scan the boards and decide the grade of each individual board. The boards are tagged with invisible ink and a bar code where the mill is able track the boards throughout their journey in the mill. Slow down belts will line the boards up to pass by a secondary check grader. Projectors will show on the board the computers decision, and our check graders will ensure they agree with the computers grade given and that nothing will upset the sorting process. These boards will pass through a trimmer to ensure accurate length, and be stamped. Stamps on the board must include the grade, mill identification, seasoning, and the drying treatment. A.F.P.A regulates grading within Alberta, and will come by about once a month to ensure quality standards and accurate grading are constantly being met.

A set of planer knifes
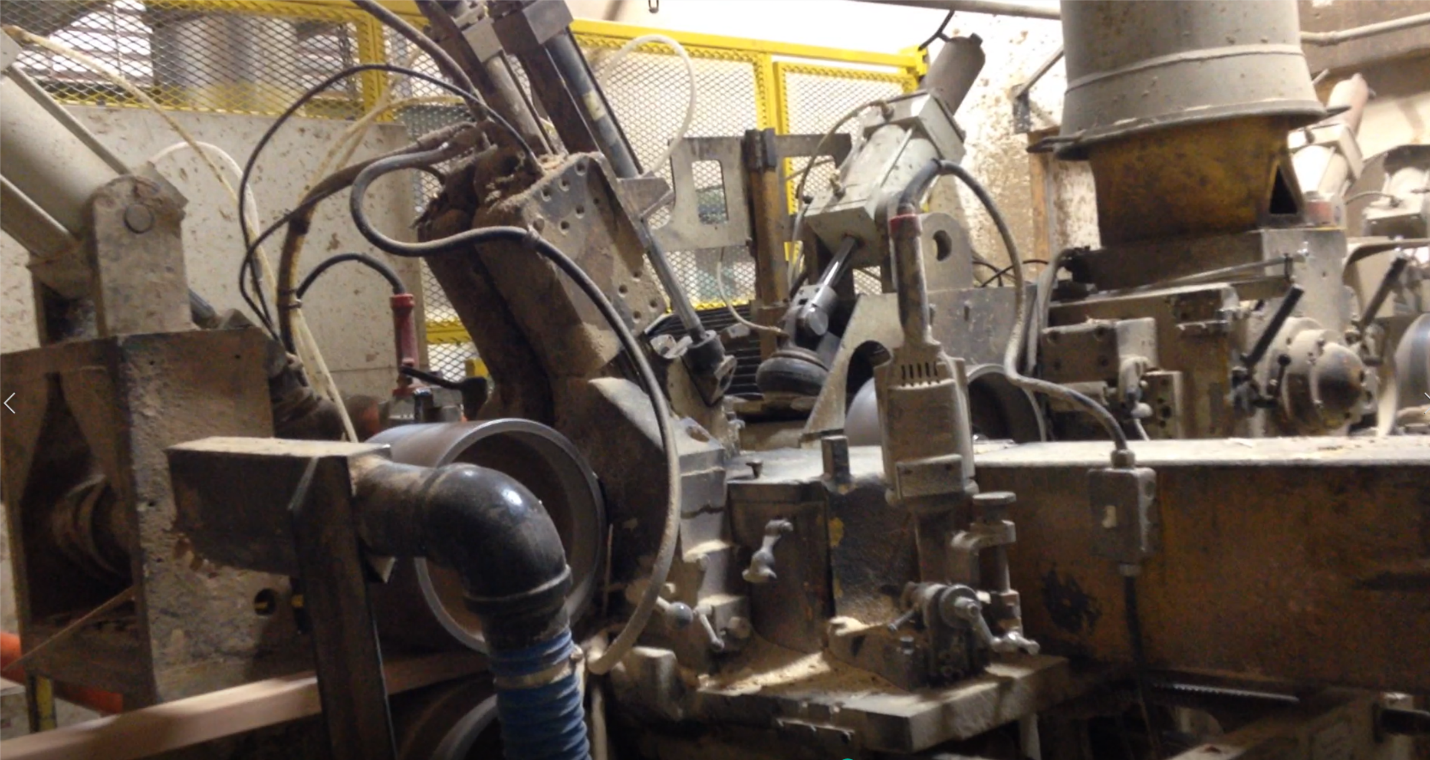
The planer
The boards will then continue onto a carousel, which will sort longer single pieces into one sorter line, and other shorter pieces (usually cut into two pieces) into another. The short pieces will pass by another grader, that can change the grade decision and line the boards up to continue down the sorter line. Much like the sawmill, the sorter will drop boards into bins with similar dimensions and grades. This is true, also, for the larger board line. Blue Ridge lumber produces 6-20 foot boards ranging from high quality j-grade to economy grade boards. From here, the bins will be dropped, stacked and then sent to the wrapping station. Wrapping will be placed over the stacks to protect from weathering, and then shipped out!

Wrapping a finished lumber stack
All of these areas require highly skilled operators, power engineers, and many other forest industry workers to continue to run in top shape! I was so happy to learn from some of them. Being able to see these places in action is intriguing! Hopefully in the future I can pick up on this a bit more.
Thanks for reading blog #8! Next week will be my final send off and review of my summer!
I can’t believe it’s almost time for school!
Cheers,
Gillian